La ultrafiltración (UF) se erige como una tecnología de separación de membranas fundamental, distinguida por su capacidad para retener partículas y macromoléculas basándose en su peso molecular. Con un rango de corte de peso molecular (MWCO) que típicamente abarca desde aproximadamente 3.000 hasta 100.000 Daltons, y un estándar lácteo común de 10.000 MW, la UF se ha convertido en una herramienta indispensable en diversas industrias, desde la alimentaria y láctea hasta la farmacéutica y la recuperación de metales. Este proceso, impulsado por la presión hidrostática que fuerza un líquido contra una membrana semipermeable, retiene sólidos suspendidos y solutos de alto peso molecular, permitiendo el paso del agua y de los solutos de bajo peso molecular.
Industria Láctea: Transformando la Leche y el Suero
La industria láctea es uno de los campos donde la ultrafiltración ha demostrado ser particularmente transformadora. Sus aplicaciones abarcan desde la producción de ingredientes de alto valor hasta la optimización de procesos tradicionales.
Concentración de Suero
En la producción de concentrados de proteína de suero (WPC), la ultrafiltración es la etapa subsiguiente en el espectro de filtración por membrana. El corte de peso molecular estándar de 10.000 MW es crucial para el fraccionamiento de proteínas de suero de lactosa. Este proceso permite obtener WPC con concentraciones de proteína que varían del 35% al 85%. La figura 1.1 ilustra este proceso, destacando cómo la UF separa las proteínas del suero de la lactosa y otros componentes.
Producción de Queso
La ultrafiltración de la leche antes de su adición a la tina de queso representa una estrategia innovadora para aumentar los sólidos. A diferencia de la ósmosis inversa, que retiene todos los sólidos de la leche, la ultrafiltración permite el paso de lactosa y muchos minerales. Este beneficio se traduce en una menor producción de suero, simplificando la manipulación y aumentando el rendimiento de las cubas de queso existentes. La figura 1.2 compara la forma tradicional de hacer queso blando con el método que incorpora la ultrafiltración, evidenciando las ventajas de este último en términos de eficiencia y gestión de subproductos.
Concentración de Leche
La ultrafiltración se emplea para incrementar el porcentaje de proteína en la leche líquida, fortaleciendo sus propiedades de mejora del sabor y la sensación en boca de manera natural. Este método evita la adición de leche descremada en polvo, que a menudo imparte un sabor a cocido y una dulzura excesiva debido a la lactosa. Las variedades resultantes, sin grasa o bajas en grasa, logran la textura y el sabor de la leche entera sin la grasa adicional. La figura 1.3 detalla el proceso de ultrafiltración en la concentración de leche.
Procesamiento de Helados
En la industria del helado, la ultrafiltración de la leche previa a la mezcla se centra en la alteración del contenido de lactosa. El aumento del nivel de proteína en el helado mejora la movilización de agua. Sin embargo, la adición de sólidos de leche en polvo sin grasa incrementa la lactosa total, lo que puede propiciar la formación de cristales durante la congelación. La ultrafiltración elimina la lactosa del permeado junto con algunos minerales, permitiendo aumentar la proteína sin el efecto secundario de una mayor concentración de lactosa. Esto contribuye a una vida útil más prolongada al mitigar el choque térmico en los ciclos de congelación y descongelación.
La producción de helados sin lactosa, sin azúcar o bajos en carbohidratos se puede lograr mediante la ultrafiltración combinada con diafiltración (adición de agua) para eliminar hasta el 96% de la lactosa. Esto permite obtener productos con menos de un gramo de carbohidrato por porción, satisfaciendo la demanda del creciente mercado de dietas bajas en carbohidratos.
Industria Alimentaria: Optimización y Recuperación de Ingredientes
Más allá de la industria láctea, la ultrafiltración ha encontrado aplicaciones significativas en otros sectores de la industria alimentaria, mejorando la calidad de los productos y permitiendo la recuperación de compuestos valiosos.
Concentración de Aceite de Palma Crudo (CPO)
La ultrafiltración se presenta como una alternativa prometedora a la tecnología convencional de desgomado del aceite de palma crudo (CPO). Esta tecnología de membrana ofrece menor consumo de energía, elimina la necesidad de añadir productos químicos y minimiza la pérdida de aceite natural. Al utilizar UF en mezclas de CPO-isopropanol con concentraciones del 30% y 40%, se puede lograr un rechazo superior al 99% de fosfolípidos a temperaturas de alimentación de 30°C a 45°C. Las normativas industriales exigen que el aceite de alta calidad contenga más del 95% de triglicéridos neutros (TAG) y un máximo del 0,5% de ácidos grasos libres (FFA).
El CPO extraído de los frutos de palma es rico en ácido palmítico, β-caroteno y vitamina E, pero también contiene compuestos indeseables como fosfolípidos, FFA, pigmentos y proteínas. La composición del CPO incluye una gran cantidad de triglicéridos (TAG) y un 6% de diglicéridos (DAG), que naturalmente contienen FFA. Las normas industriales establecen requisitos estrictos para la calidad del aceite, demandando más del 95% de TAG neutros y no más del 0,5% de FFA.
En altas concentraciones de CPO, las partículas grandes que se acumulan en la superficie de la membrana y obstruyen sus poros son los TAG. A bajas concentraciones de CPO, el mecanismo de ensuciamiento dominante es el bloqueo estándar, causado por pequeñas partículas adheridas dentro del poro de la membrana, lo que reduce su tamaño. Se postula que el ácido graso es el compuesto que posiblemente bloquea los poros de la membrana, dado que es más pequeño que las micelas de fosfolípido-isopropanol. A bajas concentraciones de CPO, se forma una cantidad suficiente de micelas de fosfolípido-isopropanol, y la constricción de los poros resulta en un alto rechazo de fosfolípidos. Por otro lado, las moléculas pequeñas como los ácidos grasos pueden penetrar en los poros de la membrana. La figura 1.4 muestra membranas de UF utilizadas en la concentración de CPO.

Procesamiento de Aceite Vegetal
La tecnología de separación por membrana, incluyendo la UF, puede sustituir procesos convencionales en el refinado de aceites vegetales para superar desafíos existentes. Las membranas SRNF M pueden emplearse para la recuperación de disolventes como alternativa a la evaporación, así como en la etapa de desacidificación. Además, las membranas de ultrafiltración resistentes a disolventes con un MWCO específico permiten la separación eficiente de fosfolípidos y la recuperación de lecitina comercial a partir de aceites crudos. La figura 1.5 ilustra el uso de membranas de UF en el procesamiento de aceite vegetal.

Industria Farmacéutica y Biotecnológica: Pureza y Eficiencia
En la industria farmacéutica y biotecnológica, la ultrafiltración es una técnica de separación esencial para el procesamiento económico de biopolímeros sensibles a la temperatura y a solventes, incluso a gran escala. Permite minimizar la desnaturalización por cizallamiento mediante el uso de bombas de bajo cizallamiento. Solventes para infusión, sueros, vacunas y plasma son solo algunos de los productos que requieren los más altos estándares de calidad y pureza, logrados a través de sistemas de ultrafiltración avanzados.
Las membranas de ultrafiltración utilizadas en estas aplicaciones suelen ser de piel asimétrica fabricadas con polímeros sintéticos mediante métodos de "inversión de fase", o membranas inorgánicas que emplean soportes porosos inorgánicos y coloides como ZrO2 o alúmina.
La UF se está consolidando como una herramienta poderosa en la industria biotecnológica en rápido crecimiento para aplicaciones como la recolección de células, la despirogenización de fármacos inyectables y la purificación de enzimas. Ofrece ventajas significativas sobre la centrifugación para la recolección de bacterias, ya que su carácter asimétrico reduce la obstrucción por células y desechos en comparación con los filtros microporosos.
El procesamiento de productos de plasma es otra aplicación prometedora. Tras el fraccionamiento del plasma humano, surge la necesidad de concentrar fracciones proteicas importantes (albúmina y globulinas) o de eliminar alcohol y sal.
Fraccionamiento y Concentración de Proteínas del Suero
Después de pretratamientos adecuados, el suero puede separarse en fracciones ricas en proteínas y prácticamente sin proteínas. La primera fracción se denomina WPC-XX, donde XX indica el porcentaje de proteína en el residuo seco (WPC = Whey Protein Concentrate).
Estandarización Proteica de la Leche
De manera similar al suero, la estandarización proteica de la leche y la relación proteína/grasa se logran mediante ultrafiltración. El subproducto obtenido, el permeado, se compone de agua, sales y lactosa, y puede ser concentrado mediante ósmosis inversa. La relación de concentración se ajusta a los requisitos de producción y a los tipos de quesos, yogures y productos frescos que se van a enriquecer.
Concentración de Leche
La concentración de leche a su llegada a la planta se realiza también mediante ultrafiltración. El permeado resultante, compuesto por agua, sales y lactosa, puede ser concentrado mediante ósmosis inversa.
Purificación Continua de Salmuera
La salmuera utilizada en la inmersión de quesos se regenera continuamente a través de procesos de microfiltración/ultrafiltración. El 96-98% de la salmuera filtrada se reintroduce purificada en la tina de inmersión, mientras que el retenido, compuesto por sustancias que podrían degradar progresivamente la salmuera, se descarga. En comparación con el tratamiento tradicional con tierra de diatomeas, la UF elimina la necesidad de su eliminación y garantiza una carga superficial constante. La elección entre UF y microfiltración depende de las necesidades de producción, con relaciones de recuperación de hasta el 98%.
Purificación de Agua de Pozo
La ultrafiltración permite purificar el agua de pozo utilizada para el lavado y enjuague de equipos. Este proceso reduce drásticamente los contaminantes microbiológicos, incluyendo bacterias, virus, levaduras, hongos, mohos y algas.
Purificación Continua de Agua de Mozzarella
El agua de inmersión de las mozzarellas se contamina con el tiempo, requiriendo recargas frecuentes. La falta de recarga puede propiciar el crecimiento de microorganismos que causan decoloraciones indeseables en la superficie del queso. Los procesos de UF/MF eliminan estos microorganismos de forma continua, ahorrando grandes cantidades de agua. Al igual que en la purificación de salmueras, el permeado se reutiliza y el retenido se desecha o trata.
La filtración por membrana es un paso crucial en la producción de fórmulas infantiles, ya que su tratamiento suave a baja temperatura ayuda a preservar proteínas importantes y optimiza la calidad de los alimentos. La producción de alimentos en polvo a base de leche y suero mediante evaporación y secado es un proceso energéticamente intensivo. La adición de una unidad de ósmosis inversa o nanofiltración antes de la evaporación preconcentra el producto, ahorrando energía.
Los concentrados de proteína de suero (WPC) son productos de alto valor producidos mediante filtración por membrana. El alimento en polvo de WPC se obtiene secando los retenidos de la ultrafiltración de suero de leche, con contenidos proteicos que varían del 35% a más del 80%. Para obtener WPC con un 80% o más de proteína, se utiliza ultrafiltración de suero de leche líquido, incluyendo diafiltración para eliminar suficiente lactosa. El aislado de proteína de suero de leche (WPI), con más del 92% de proteína en sólidos, es un ingrediente popular en suplementos proteicos, aportando propiedades funcionales como emulsificación, retención de agua y mejora de textura.
El concentrado de proteína láctea (MPC) se produce mediante el tratamiento de la leche con ultrafiltración, que permite el paso de agua, lactosa y minerales mientras retiene las proteínas. El concentrado de caseína micelar (MCC) y el aislado de caseína micelar (MCI) son productos proteicos derivados de la leche, específicamente de la caseína. Se utilizan ampliamente en la industria alimentaria y de suplementos. La producción de MCC implica la separación de la caseína del suero mediante microfiltración.
Ingredientes a base de minerales, como el fosfato de calcio, se utilizan como suplementos nutricionales, mientras que los ingredientes a base de lactosa, como la lactosa y el alimento en polvo permeado, tienen amplias aplicaciones en productos de snack, dulces y nutricionales. Los hidrolizados de proteína y lactosa son ingredientes populares en fórmulas infantiles y productos dietéticos.
Los productos a base de leche personalizados son un segmento de rápido crecimiento, y la tecnología de membranas es esencial para el procesamiento de ingredientes en esta categoría, que incluye fórmulas infantiles, nutrición para adultos mayores y deportistas. Los productos e ingredientes clave en este ámbito son el concentrado de proteína láctea (MPC), aislado de proteína láctea (MPI), concentrado de caseína micelar (MCC) y aislado de caseína micelar (MCI).
La ultrafiltración se utiliza para concentrar moléculas grandes como grasa y proteína en leche descremada o entera, cruda o pasteurizada, y para reducir el contenido de lactosa y minerales. Los productos típicos incluyen MPC y MPI. La diafiltración se emplea frecuentemente para aumentar la proporción de proteína sobre sustancia seca y lograr variedades de alto grado, como MPC 85. Las corrientes diluidas de los procesos de microfiltración y ultrafiltración a menudo se concentran mediante nanofiltración u ósmosis inversa, o una combinación de ambas. La nanofiltración elimina o recupera agua y separa iones monovalentes, desmineralizando el producto. Desempeña un papel en la producción de MPC, MPI y fórmulas para bebés. Utiliza poros de membrana ligeramente más abiertos que la ósmosis inversa.
La ósmosis inversa es una forma rentable de preconcentrar mezclas de leche y suero antes del secado, impulsando la eficiencia energética en la producción de leche y suero en polvo.
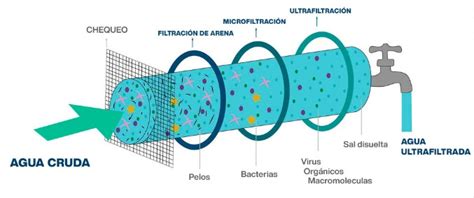
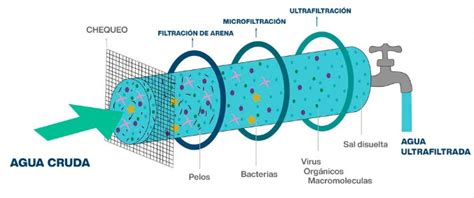
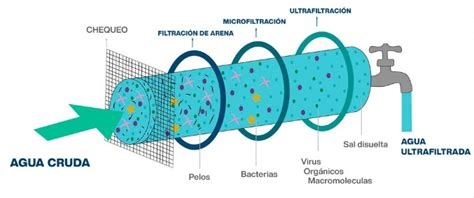
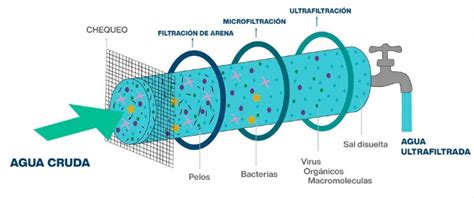
¿Qué es la filtración por membranas y la ultrafiltración?¿Para qué sirve en el tratamiento de aguas?
Aplicaciones de Laboratorio y Escala Piloto
En el ámbito de la investigación y el desarrollo, la ultrafiltración de laboratorio es un proceso que utiliza membranas semipermeables para separar macromoléculas de microsolutos. La aplicación de presión transmembrana permite el paso de microsolutos a través de la membrana, mientras que las macromoléculas de mayor peso molecular son retenidas. Las aplicaciones típicas incluyen concentración, diafiltración (intercambio de tampón/desalinización) y fraccionamiento.
Al seleccionar un dispositivo de ultrafiltración óptimo, se considera el tamaño de la molécula objetivo, recomendando un MWCO de hasta 1/3 a 1/2 del peso molecular objetivo. La capacidad del dispositivo, basada en el volumen de muestra inicial, también es un factor importante.
Los materiales de membrana comunes incluyen:
- Triacetato de celulosa (CTA): Ideal en aplicaciones donde el filtrado es de interés principal.
- Polietersulfona (PES): Preferida para bajos niveles de ensuciamiento y flujo excepcional con la mayoría de las soluciones, especialmente para altas recuperaciones de moléculas diana cargadas negativamente.
- Celulosa Regenerada (RC): Adecuada para muestras generales, particularmente para oligonucleótidos y péptidos.
Los dispositivos de ultrafiltración de laboratorio se utilizan principalmente con muestras biológicas, pero también encuentran aplicación en procesos industriales y monitoreo ambiental.
Para la ultrafiltración de grandes volúmenes de muestra en laboratorios de I+D, no son necesarios costosos sistemas a escala de proceso. La mayoría de los dispositivos de ultrafiltración de laboratorio cuentan con puntos muertos integrales, que representan el volumen mínimo al que se puede concentrar una muestra.
La optimización del proceso para adaptarse a cada molécula objetivo es prioritaria, ya que la misma combinación de material y orientación de membrana, MWCO y dispositivo puede no ser ideal para todas las muestras. Se recomienda probar diferentes materiales de membrana y tipos de dispositivos cuando sea posible.
Para la recuperación de muestras de ácido nucleico, los dispositivos Vivacon®, con membranas Hydrosart® horizontales, generalmente logran las mayores recuperaciones. Los virus pueden ser concentrados seleccionando un MWCO de hasta 1/3 del diámetro del virus objetivo.
Si bien el rendimiento de las membranas de ultrafiltración puede degradarse con el uso repetido, algunos dispositivos, como Vivacell® 100 y Vivaflow® 50R | 200, pueden ser utilizados varias veces.
Los módulos de ultrafiltración se presentan en diversas configuraciones, incluyendo:
- Módulo enrollado en espiral: Múltiples capas de membranas y material de soporte enrolladas alrededor de un tubo para maximizar el área de filtrado.
- Membrana tubular: La solución circula por el núcleo de una membrana, y el líquido filtrado se recoge en cajas tubulares, utilizada para líquidos viscosos o de baja calidad.
- Membrana de fibra hueca: Los módulos contienen varios tubos o fibras de pequeño diámetro (0,6 a 2 mm).
La ultrafiltración es una tecnología avanzada de tratamiento de agua que se ha convertido en una herramienta indispensable en la industria alimentaria. Esta técnica utiliza membranas semipermeables para separar partículas y macromoléculas del agua, mejorando la calidad y seguridad de los productos.
Una aplicación común es la clarificación de jugos y bebidas, eliminando partículas suspendidas, bacterias y otros contaminantes para obtener un producto final claro y de alta calidad. En la industria láctea, la UF se utiliza ampliamente para concentrar proteínas y separar el suero de leche, permitiendo la producción de concentrados de proteínas de alta calidad para yogures, quesos y suplementos.
La UF también se emplea en la desmineralización y desalación de productos alimentarios, crucial para la producción de alimentos infantiles y otros productos sensibles. La seguridad alimentaria se ve reforzada por la capacidad de la UF para eliminar microorganismos y endotoxinas, asegurando productos libres de contaminantes microbiológicos.
Otra aplicación importante es la recuperación de ingredientes valiosos de corrientes de desecho, como la recuperación de ácido tartárico en la producción de vino. Además de sus aplicaciones en el procesamiento de alimentos, la UF es fundamental en el tratamiento de agua y aguas residuales en la industria alimentaria, permitiendo la eliminación de contaminantes y la reutilización de agua, reduciendo el consumo y los costos.
En resumen, la ultrafiltración ofrece una amplia gama de aplicaciones en la industria alimentaria, desde la clarificación de bebidas hasta la recuperación de ingredientes y el tratamiento de aguas residuales. Su capacidad para mejorar la calidad, la seguridad y la sostenibilidad de los productos alimentarios la convierte en una tecnología esencial para el sector.
El sistema P de ultrafiltración Tetra Pak® es un sistema prediseñado para concentrar proteína en flujos de leche y suero. Sus membranas en espiral proporcionan la concentración necesaria para optimizar el proceso de producción y el rendimiento del producto. El diseño prediseñado lo hace más competitivo en precio y permite un tiempo de entrega más rápido, con una instalación rápida y una huella compacta. La unidad es fácil de mantener y cumple rigurosos estándares de higiene. El sistema puede operar con diferentes capacidades según la configuración de membrana y el factor de concentración, con rangos de 75.000 a 185.000 lb/h para leche descremada y de 60.000 a 125.000 lb/h para suero dulce en su versión para EE. UU.
tags: #ultrafiltracion #para #proteinas