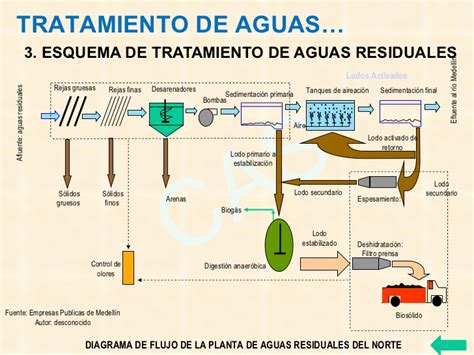
El tratamiento de aguas residuales es un proceso complejo y esencial para la preservación del medio ambiente y la salud pública. Dentro de este ámbito, la balsa de homogeneización (BH) emerge como un componente crítico en diversas plantas de depuración, especialmente en aquellas que gestionan efluentes industriales con características variables. Su función principal es estabilizar y uniformizar el caudal y la composición de las aguas residuales antes de que ingresen a las etapas subsiguientes de tratamiento. Este artículo profundiza en la naturaleza, propósito y tecnologías asociadas a las balsas de homogeneización, utilizando ejemplos concretos de su aplicación en industrias como la vitivinícola y la cárnica, y explorando las innovaciones que buscan optimizar su rendimiento.
El Rol Crucial de la Balsa de Homogeneización
La heterogeneidad en los vertidos industriales es una constante. Las descargas de una misma fábrica pueden variar significativamente en caudal, concentración de contaminantes y pH a lo largo del día o de la semana, dependiendo de la actividad productiva. Una balsa de homogeneización actúa como un pulmón, recibiendo estos flujos irregulares y liberando un caudal más constante y con una composición más predecible hacia el resto de la planta depuradora.
En la industria vitivinícola, como en el caso de Proambiente Aguas en Valladolid, las bodegas generan aguas residuales que, tras un tratamiento adecuado, pueden ser reutilizadas para riego. En este contexto, la BH es el primer paso tras la recepción del agua bruta. El agua, proveniente de la bodega, se bombea hacia la planta depuradora y es recibida a través de un tamizado fino, como un rototamiz con una luz de paso de 1 mm. Posteriormente, se ajusta el pH, añadiendo sosa, ya que las aguas de bodega tienden a ser ácidas. Una vez regulado el pH, el agua pasa a la balsa de homogeneización.
El propósito de la homogeneización es doble: por un lado, diluir las concentraciones pico de contaminantes y, por otro, igualar el caudal, facilitando así el dimensionamiento y la eficiencia de los tratamientos biológicos posteriores. Sin esta etapa, las fluctuaciones extremas podrían sobrecargar o subutilizar los sistemas biológicos, comprometiendo la efectividad de la depuración.
Tecnologías y Procesos Asociados a la Balsa de Homogeneización
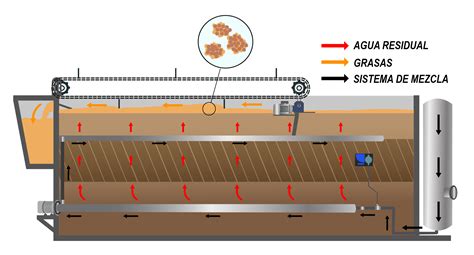
Una balsa de homogeneización, para cumplir su función, requiere de sistemas que aseguren la mezcla y eviten la sedimentación o putrefacción de los sólidos. En el caso de Proambiente Aguas, la balsa de homogeneización, al igual que la balsa biológica, está impermeabilizada y opera bajo condiciones aerobias, es decir, con aporte de oxígeno. Cada una de estas balsas tiene un volumen de 400 metros cúbicos. Para mantener la homogeneidad y evitar la formación de zonas anóxicas y malos olores, se disponen sistemas de agitación y aireación acordes a sus dimensiones y geometría.

La importancia de la agitación y aireación dentro de la BH es crucial, especialmente en industrias como las cárnicas. Los efluentes de mataderos y procesadores de carne presentan una elevada carga orgánica, con presencia de grasas, sangre, restos de tejidos y materia coloidal. Sin una mezcla adecuada, estos componentes podrían depositarse en el fondo, descomponerse y generar problemas de fermentación y olores desagradables.
El agua residual que contiene material coloidal y disuelto de tipo orgánico, de poca densidad, como grasas, restos de tejidos y sangre, se beneficia enormemente de la homogeneización. En el pretratamiento de aguas residuales de mataderos, a menudo se dispone una reja de separación de gruesos (aproximadamente 30 mm) antes de la BH, seguida de una reja de finos (unos 3 mm). Estas rejas, especialmente la de finos, pueden colmatarse fácilmente con restos sólidos y grasas, por lo que es conveniente incorporar un sistema de limpieza automático.
Innovaciones y Mejoras en la Depuración de Aguas Residuales
La industria de tratamiento de aguas residuales está en constante evolución, buscando soluciones más eficientes, económicas y sostenibles. La obsolescencia o sobredimensionamiento de las balsas de homogeneización originales, debido a cambios en la actividad industrial, es un desafío común. Ante esto, se desarrollan tecnologías y se optimizan procesos.
Empresas como Vogelsang ofrecen soluciones innovadoras. Sus bombas lobulares, por ejemplo, son universales y pueden usarse en varios procesos, incluyendo la recirculación de aguas residuales y lodos entre depósitos, balsas y sumideros. La capacidad de estas bombas para cambiar el sentido del flujo sin perder capacidad de bombeo y la variación de caudal mediante un variador de frecuencia las convierten en herramientas versátiles para la gestión de efluentes.
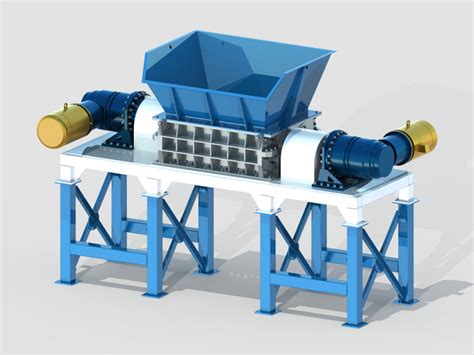
Los trituradores de vía húmeda, como los de doble eje o maceradores (ej. RotaCut), son esenciales para reducir el tamaño de cuerpos extraños y separar materiales pesados. Protegen a las bombas y tuberías de atascos, minimizando daños y obstrucciones causadas por elementos como trozos de madera, plástico, pelos o fibras textiles. Estos maceradores, al ser autoafilables, cortan incluso pelos y fibras, evitando la formación de capas flotantes y manteniendo el lodo homogéneo.
La mejora de la eficiencia energética es otro foco importante. ADOBINVE, por ejemplo, ha implementado actuaciones pioneras para reducir el consumo energético, el mantenimiento y el espacio requerido, minimizando además el ruido.
El Tratamiento Posterior a la Homogeneización
Tras la balsa de homogeneización, el agua residual tratada se impulsa hacia otras etapas. En el ejemplo de Proambiente Aguas en Rueda, el agua se bombea hacia una balsa biológica donde se trata por bacterias aerobias. Este proceso biológico incluye fases de aireación, decantación y evacuación de agua tratada mediante bombeo flotante. Los sólidos en suspensión se decantan, y el agua tratada se envía a balsas de acumulación para riego.
En el caso de las aguas residuales de mataderos, tras la homogeneización y cribado, se pueden emplear diversas tecnologías. La coagulación/floculación, utilizando coagulantes inorgánicos y polímeros, desestabiliza las partículas coloidales y las agrupa en flóculos. Posteriormente, la flotación por aire disuelto (DAF) separa estas grasas, aceites y sólidos suspendidos mediante microburbujas de aire que se adhieren a los flóculos, haciéndolos flotar hacia la superficie para ser eliminados.
La digestión anaerobia es otra técnica empleada para efluentes industriales biodegradables altamente concentrados, como los de mataderos. Los gases desprendidos, ricos en metano, pueden ser aprovechados como combustible. Sin embargo, el tratamiento anaerobio por sí solo a menudo no cumple con los límites de descarga más estrictos ni reduce significativamente el nitrógeno total Kjeldahl (NTK).
Para optimizar la separación de sólidos y la clarificación, se pueden implementar sistemas de clarificación secundaria con flotación por aire disuelto, mejorando los resultados de los sistemas tradicionales. Los reactores biológicos de lecho fijo, que manejan cargas de nitrificación y desnitrificación, son robustos y confiables para tratar efluentes con una elevada relación nitrógeno/DQO.
Reutilización del Agua Tratada y Tratamientos Avanzados
El objetivo final de un tratamiento de aguas residuales eficaz es, en muchos casos, la reutilización del agua. En la industria vitivinícola, el agua tratada se bombea a una balsa de almacenamiento para su uso en riego de viñedos. Este proceso, que incluye un tratamiento terciario con filtros de arena y un tratamiento ultravioleta para eliminar bacteriología, cumple con los parámetros correctos para la reutilización.
En 5 paso: ¿Cómo funciona un sistema de reciclaje de aguas grises? 💧🤔
Para aguas residuales con microcontaminantes resistentes a tratamientos convencionales, como las de la industria farmacéutica, se requieren tecnologías más exhaustivas. Sistemas de ultrafiltración seguidos de ósmosis inversa son necesarios para garantizar la calidad del agua. Los procesos de oxidación avanzada, como la fotocatálisis (foto-Fenton, UV/H2O2), ofrecen alta eficiencia para la degradación de materia orgánica y la reutilización del agua, destacando por su rapidez y bajos tiempos de tratamiento.
La reutilización del agua tratada de un matadero, por ejemplo, puede ser para diversos fines, siempre cumpliendo con las regulaciones locales y garantizando la protección de la salud y el medio ambiente. Los procesos de separación de sales y moléculas con membranas semipermeables son una alternativa viable para estos casos.
Consideraciones Finales sobre la Balsa de Homogeneización
La balsa de homogeneización no es simplemente un tanque de almacenamiento, sino un componente dinámico y esencial en la cadena de tratamiento de aguas residuales. Su correcta dimensionamiento, operación y mantenimiento, junto con la integración de tecnologías avanzadas, son fundamentales para asegurar la eficiencia, la sostenibilidad y el cumplimiento normativo de los procesos de depuración industrial. La inversión en sistemas de bombeo y trituración adecuados, como los que ofrece Vogelsang, y la optimización continua de las tecnologías de tratamiento, son pilares para lograr una purificación rentable y eficaz de las aguas residuales, permitiendo su descarga segura o su reutilización beneficiosa. La constante investigación y desarrollo en este campo aseguran que las futuras plantas de tratamiento sean aún más eficientes y respetuosas con el medio ambiente.
tags: #balsa #de #homogeneizacion #depuradora